گاز برش لیزر با توجه به نوع لیزر گازی که برای اینکار استفاده می شود متفاوت است. برای مثال یکی از انواع لیزر های گازی که برای برشکاری استفاده می شود دستگاه لیزر گاز کربنیک یا لیزر CO2 است. در این دستگاه از مخلوط گازی هلیوم، نیتروژن و گاز کربن دی اکسید و احتمالاً کمی هیدروژن، بخار آب و زنون استفاده می شود. جریان تخلیه الکتریکی سبب برانگیخته شدن مولکول های گاز نیتروژن می شود. سپس این مولکول ها سبب برانگیختگی گاز CO2 می گردند و گاز هلیوم نقش خنک کنندگی را ایفا می کند.
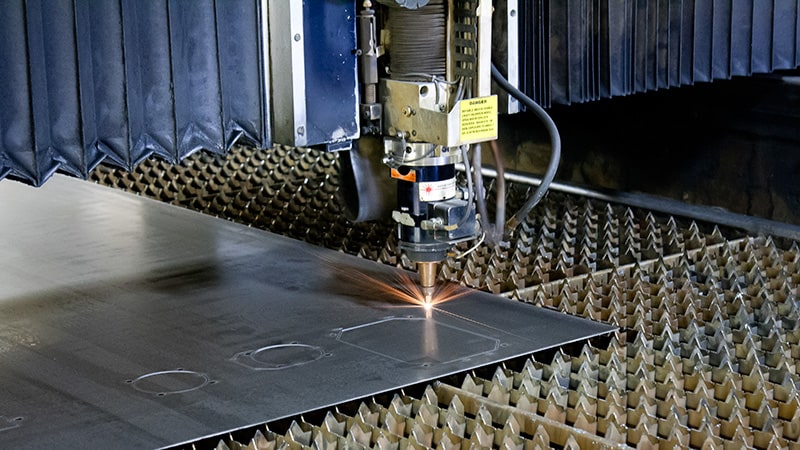
برش لیزری
برش لیزری فرآیند ماشین کاری حرارتی است که در آن پرتو لیزر به عنوان یک ابزار عمل می کند پارامتر های خاصی که در این فرآیند مورد توجه هستند عبارتند از قدرت لیزر و نوع گاز لیزر که به مقدار زیادی بر کیفیت کلی و زمان برشکاری اثر گذارند. انتخاب لیزر بر اساس نوع موادی که بناست تحت برش قرار بگیرد، ضخامت آن ها و کیفیت لبه مورد نیاز انجام می شود.
برش فولاد با گاز کمکی اکسیژن
در گذشته بیشتر از گاز اکسیژن برای برش فولاد استفاده می کردند. فولاد نازک نیازی به قدرت بالا برای برش ندارد زیرا از انرژی احتراق فلز با اکسیژن استفاده می کند. این واکنش نور و گرمای زیادی آزاد می کند. اکسیژن در واقع 60% کار را انجام می دهد. البته این امر به نوبه خود عاملی در کندی سرعت فرآیند است. در واقع سرعت برش با گاز اکسیژن برابر با سرعت برش با لیزر 1500 وات تا 6000 واتی است.
برش فولاد و آلومینیوم با گاز کمکی نیتروژن
نیتروژن معمولاً برای برش با کیفیت فولاد و آلومینیوم استفاده می شود. برخلاف اکسیژن، گاز نیتروژن نقش ماده محافظ را ایفا می کند تا از سوختن ممانعت کرده و اجازه بدهد تا لیزر مواد را تبخیر کند. این امر به این معنی است که توان لیزر عامل تعیین کننده ای در سرعت برش محسوب می شود.
توان لیزرها با پیشرفت فناوری افزایش داشته است و باعث شده است که این ابزار یکی از گزینه های مناسب برای انتخاب در صنعت باشد. ترجیح گاز کمکی نیتروژن به گاز اکسیژن نیز از سه منظر سرعت پردازش، کیفیت برش و هزینه عملیات ثانویه مورد بررسی قرار می گیرد.
نقش لیزر در برش فولاد نازک
در برش فولاد نازک، با استفاده از لیزر می توان سرعت فرآیند را به میزان زیادی افزایش داد. همچنین لیزر سبب می شود تا محصول تولید برشی با کیفیت تر داشته باشد و این امر با هزینه ی کمتری نیز تحقق می باد. استفاده از گاز کمکی نیتروژن نیز می تواند بر افزایش سرعت تولید یعنی تولید تعداد قطعات بیشتر و با کیفیت تر با هزنه کمتر نقش داشته باشد. این روش هزینه های عملیات ثانویه را به شدت کاهش می دهد.
به همین دلیل توصیه می شود به صورت کمکی از گاز برش لیزر نیتروژن نیز استفاده شود.